Криволинейные кромкооблицовочные станки
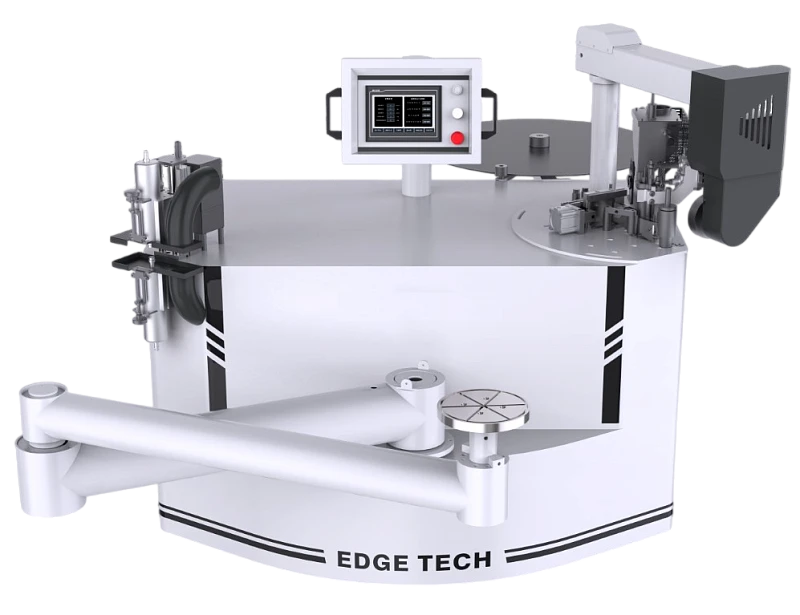 Полуавтоматический кромкооблицовочный станок KDT KE-305MT
Полуавтоматический кромкооблицовочный станок KDT KE-305MT
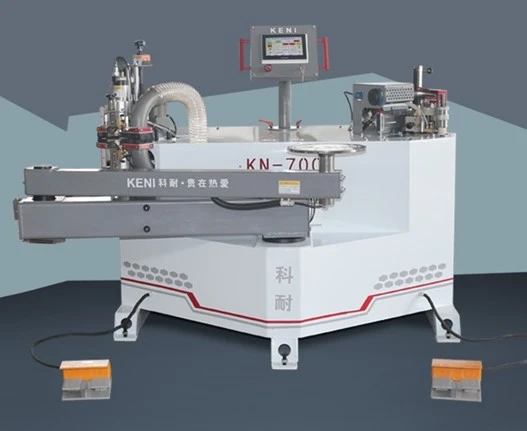 Кромкооблицовочный станок для криволинейных деталей KN-700
Кромкооблицовочный станок для криволинейных деталей KN-700
 Кромкооблицовочный станок для криволинейных деталей KN-620
Кромкооблицовочный станок для криволинейных деталей KN-620
Часто задаваемые вопросы
Доступны лизинговые программы и отсрочка платежа с партнерами “ЛИГА”. Предложим несколько вариантов финансирования под ваш бюджет.
Регулярно чистить клеевой узел и вал, контролировать состояние прижимных роликов и ножей, смазывать направляющие. При PUR — консервация клеевой системы по регламенту. Плановое ТО согласно паспорту.
Перенастройка по высоте кромки и прижиму занимает минуты. Смена клея/цвета в клеевом баке — 10–20 минут (быстрее при наличии второго бака). Для предклеенной кромки цвет меняется мгновенно — сменой рулона.
-
узел торцовки кромки;
-
фрезерование заподлицо (верх/низ);
-
радиусная цикля/полирольные узлы;
-
набор копиров с разными прижимными башмаками;
-
вакуумные прижимы/столы для мелких деталей;
-
второй клеевой бак (EVA/PUR), быстроразъемные клеевые узлы;
-
блок горячего воздуха для pre-glued.
-
Электропитание: настольные модели — 220 В; промышленные — 380 В (точно по паспорту);
-
Пневматика: 6 бар (для пневмоторцовки/узлов), расход 100–200 л/мин;
-
Аспирация: как правило 1–2 патрубка Ø80–100 мм, суммарный расход 600–1000 м³/ч.
Ровный тонкий шов без поджога и сколов при корректном подборе клея, температуры и скорости. Для «квази-бесшовного» вида используют кромку с функциональным слоем и горячий воздух (на совместимых моделях).
EVA — универсальный и экономичный; PUR — для повышенной влагостойкости и термостойкости, требует соблюдения технологии и обслуживания. Доступны решения с предклеенной кромкой и горячим воздухом (без клеевого бака). Разогрев клеевого узла обычно 8–15 минут.
Да, но минимальный допустимый радиус зависит от модели и толщины кромки:
-
внешний радиус: обычно от 20–30 мм для кромки 0,4–1,0 мм;
-
внутренний радиус: обычно от 40–60 мм и больше;
-
чем толще кромка (1,5–3,0 мм), тем больше требуется радиус. Конкретные значения подскажем по модели и вашей задаче.
ДСП, МДФ, фанера, массив и композиты с плотной структурой. Типичная толщина детали 10–60 мм (зависит от модели), поверхность — ламинированная, шлифованная или грунтованная.
ПВХ, ABS, шпон, меламин, HPL/ламинат; также ленты с преднанесенным клеем (pre-glued) для горячего воздуха. Толщина обычно 0,4–2,0 мм, на некоторых моделях до 3,0 мм (с ограничениями по минимальному радиусу). Ширина кромки подбирается под толщину детали.
Прямолинейные обрабатывают только прямые кромки с автоматической подачей. Криволинейные работают по шаблону или копированию контура, обеспечивают стабильное прижатие кромки на радиусах, позволяют оклеивать сложные формы, включая внутренние радиусы.
Это оборудование для оклейки кромкой деталей сложной формы — внешние и внутренние радиусы, волны, овалы. Применяется в мебелепроизводстве, интерьерах, торговом оборудовании, когда прямолинейного станка недостаточно.