Кромкооблицовочные станки для деталей с софтформингом
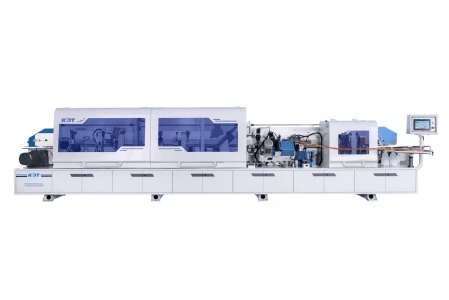
 Автоматический кромкооблицовочный станок KDT для деталей со скосом KE-395J
Автоматический кромкооблицовочный станок KDT для деталей со скосом KE-395J
-
Скорость подачи 14 м/мин
-
Профилирование скоса 45° и полки 0-10 мм
-
Две клеевые ванны
-
Подрезка кромки в месте её сгиба
-
Компактный: длина менее 6 метров
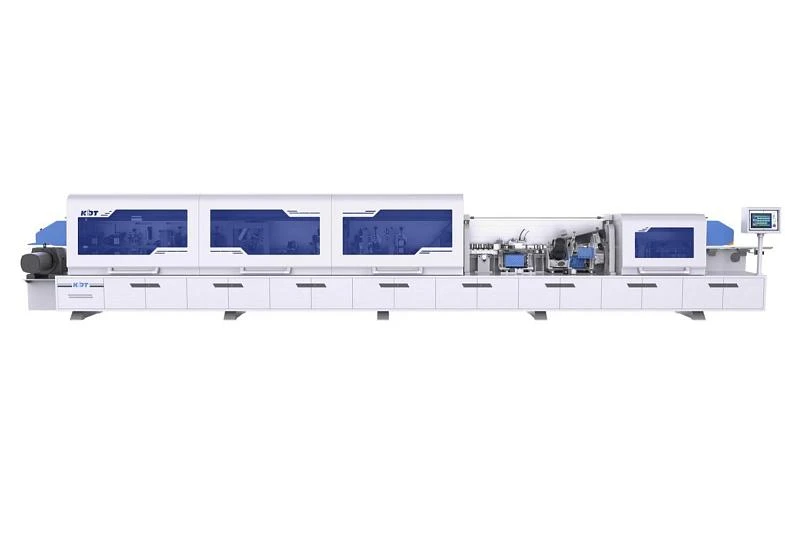
 БУ кромкооблицовочный станок KDT KE-396JB
БУ кромкооблицовочный станок KDT KE-396JB
-
Узел профилирования детали: прямой участок + наклонный участок
-
Два узла фрезерования свесов кромки
-
Полировка с осцилляцией
-
Прижимная лента вместо роликов
 Кромкооблицовочный станок KDT KE-396JB
Кромкооблицовочный станок KDT KE-396JB
-
Узел профилирования детали: прямой участок + наклонный участок
-
Два узла фрезерования свесов кромки
-
Полировка с осцилляцией
-
Прижимная лента вместо роликов
 Автоматический кромкооблицовочный станок KDT KE-399
Автоматический кромкооблицовочный станок KDT KE-399
-
Быстрая перенастройка на разные профили торца заготовки с пульта управления
-
Стальная прижимная балка с V-образным ремнём с автоматическим подъемом/опусканием
-
Узел прифуговки и узел профилирования скоса торца заготовки расположены в специальной кабине
-
Двухмоторный узел раунд работает на скорости 18 м/мин
-
В станке установлены 2 узла нанесения очищающей и разделительной жидкости
 Автоматический кромкооблицовочный станок ZOYA ZY-B1(JC)D
Автоматический кромкооблицовочный станок ZOYA ZY-B1(JC)D
-
Скорость подачи 7 м/мин
-
Профилирование и кромление J или С интегрированной ручки за один проход
-
Изготовление сквозной и глухой J-ручки
-
Подъем/опускание прижимной балки с электроприводом
-
Перенастройка на несколько типов профиля с ПУ станка
 Автоматический кромкооблицовочный станок ZOYA ZY-B1(JCX)D
Автоматический кромкооблицовочный станок ZOYA ZY-B1(JCX)D
-
Скорость подачи 7 м/мин
-
Профилирование и кромление J или С интегрированной ручки за один проход
-
Изготовление сквозной и глухой J-ручки
-
Подъем/опускание прижимной балки с электроприводом
-
Перенастройка на несколько типов профиля с ПУ станка
 Станок кромкооблицовочный автоматический ZOYA ZY-B3(JCL)D
Станок кромкооблицовочный автоматический ZOYA ZY-B3(JCL)D
-
Формирует профиль торца и облицовывает кромку за один проход
-
Высокое качество и стабильная производительность
 Станок кромкооблицовочный автоматический ZOYA ZY-K2(NH)
Станок кромкооблицовочный автоматический ZOYA ZY-K2(NH)
-
Формирование профиля и облицовка кромки за один проход
-
Промышленный ПК с удобным сенсорным управлением
-
Двухконтурная система клеенанесения для надежного приклеивания кромки
-
Многоступенчатая система финишной обработки кромки
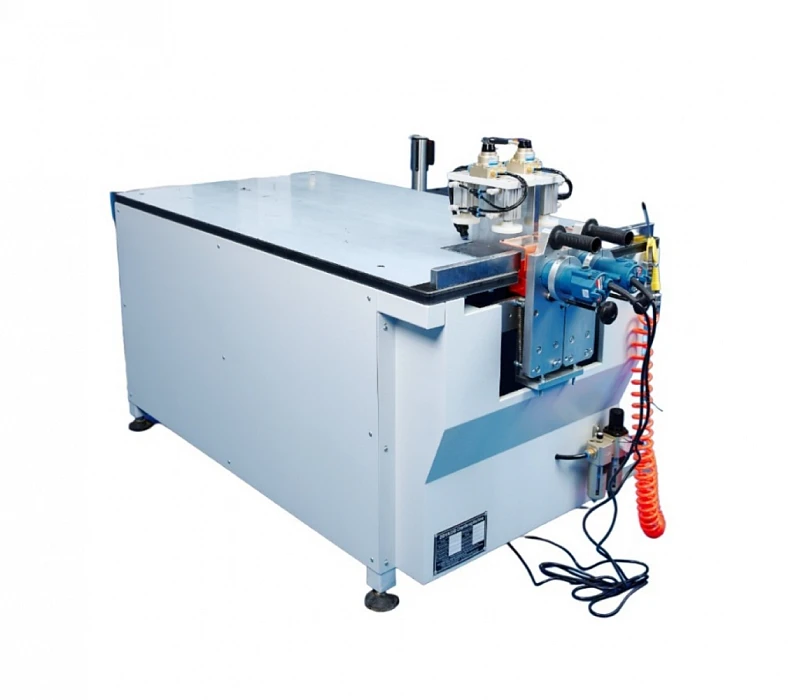 Фрезерный станок ZOYA ZY-DJ03
Фрезерный станок ZOYA ZY-DJ03
- Обрабатывает любые торцы, независимо от профиля
- Благодаря двум фрезерам ускоряет производительность всего участка
- Компактный, занимает на производстве всего 1,5 м.кв
Часто задаваемые вопросы
-
Чистый рез без сколов, особенно для МДФ/ДСП
-
Влажность материала в норме
-
Стабильная геометрия (без “волны”)
-
Ровная подача — рекомендуем роликовые/ленточные подающие столы и опоры для длинных деталей
Скорость подачи 8–20 м/мин в зависимости от оснащения и материала кромки. На радиусе рекомендуются умеренные скорости для стабильного обжатия и чистоты обработки.
Да. Возможна интеграция с подающими/возвратными конвейерами, позиционерами, маркировкой/сканерами штрих-кодов и MES/ERP для рецептов и учета. Доступны модули дистанционной диагностики.
нужна регулярная чистка клеевой ванны/плавителя, контроль температуры. Для PUR — обязательная консервация при простое, применение очищающих гранул. Так же проверяйте состояния башмаков, роликов и подшипников копирования. Своевременная замена ножей/фрез и циклей увеличивает длительность работы оборудования.
-
Электропитание: 380–400 В, 50 Гц, 3 фазы; установленная мощность обычно 12–25 кВт.
-
Сжатый воздух: 6–8 бар, сухой и очищенный.
-
Аспирация: от 2000–3000 м³/ч в сумме, патрубки 100–160 мм в зависимости от узлов.
-
Помещение: стабильная температура, место для обслуживания и загрузки длинных деталей
Перед клеем работает профилирующий фрезерный узел, формируя точный R на торце. Затем кромка разогревается и обжимается прижимными башмаками, повторяющими профиль.
EVA — универсально и экономично для стандартной мебели. PUR — повышенная влагостойкость и термостойкость, лучшая адгезия на радиусах; требуется регулярная консервация и чистка клеевой системы.
Для кухонь/ванных и высоких нагрузок рекомендуем PUR.
-
Толщина: обычно 16–60 мм (зависит от модели)
-
Минимальная длина: от 120–160 мм
-
Минимальная ширина: от 60–80 мм
Точные пределы уточняются под конкретную конфигурацию.
Нет, это оборудование для прямолинейных заготовок с радиусом по кромке. Для криволинейных форм нужен контурный кромкооблицовочный станок.
Типично R1–R3 мм на верх/низ. Для тонкой кромки возможен R до 4 мм. Конкретный диапазон зависит от комплектующих (роликов и башмаков). Профили типа R2/R3 — распространенный стандарт.
-
ПВХ/ABS 0,4–2,0 мм (типично), до 3,0 мм — по согласованию с моделью
-
ПП-лента — по согласованию
-
Шпон — возможен, но требует аккуратной настройки давления/температуры
-
Меламин — для простых задач, на радиусах ограниченно
Добавлены узлы профилирования кромки заготовки под радиус, специальные прижимные башмаки/копиры для протяжки кромки по радиусу и, как правило, усиленные клеевые и подогревательные узлы для стабильного обжатия на R-профиле.
Софтформинг — это облицовывание заготовок кромкой по заранее сформированному радиусу (R) на кромке детали. Это повышает износостойкость и ударопрочность, делает стык менее заметным и улучшает тактильные ощущения, особенно на фасадах и столешницах.